- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

스탬핑 제품 소개 - 면도날 제조 공정 및 주요 단계
어때?면도날일상생활에서 흔히 사용되는 프로듀스?
0.1mm 스테인리스 강판을 연마하여 극도로 날카로운 완제품을 만들기 위해서는 수십 가지 이상의 공정을 거쳐야 하며, 각 공정은 엄격하게 처리되어야 합니다.
1. 블레이드의 제조공정
면도날의 기본 제조 단계는 다음과 같습니다.
재료 스탬핑 - 담금질 - 템퍼링 - 거친 연삭 - 미세 연삭 - 미세 연삭 - 연마 - 검사 - 청소 - 크롬 도금 - 침지 - 건조 - 포장.
2. 면도날의 주요 연결고리
블레이드 제조의 모든 단계는 중요합니다. 예를 들어, 펀칭 모델, 담금질 온도, 블레이드 연삭 각도, 심지어 포장까지 절삭날이 손상될 수 없기 때문에 매우 중요합니다. 이 중 4가지 단계는 매우 중요하며 블레이드의 최종 품질을 결정합니다.내구성, 선명도 및 편안함.
① 원료
일반 면도날의 재질은 주로 3Cr13, 4Cr13 마르텐사이트계 스테인리스강으로 만들어집니다. 정밀 가공 후 0.3/0.4mm 스테인리스 강판으로 압연하여 스트립으로 나눈 후 최종 가공하여 블레이드를 사용할 수 있습니다. 강철 스트립은 탄소 함량으로 구별됩니다. 시중에 판매되는 고품질 블레이드는 모두 6Gr13 스테인리스 스틸로 제작됩니다. 고품질 스테인리스 스틸 스트립으로 제작된 블레이드는 안정성이 더 뛰어나므로 동일한 조건에서 테스트를 더 잘 견딜 수 있습니다.
② 열처리
열처리는 종종 담금질(quenching)이라고도 하는데, 이는 물체에 고온을 가한 후 냉각시키는 처리 방법이다. 고대검의 생산 역시 담금질을 통해 무기의 경도와 유연성을 향상시켰다. 열처리 후 블레이드의 경도는 760-780으로 높아질 뿐만 아니라 거울 구조도 균일하고 섬세해집니다. 블레이드가 부서지기 쉬운지 여부는 담금질 과정에 따라 다릅니다.
시판되는 면도날의 분해 후 면도날 단면을 도 1(a)에 나타내었고, 미세구조를 도 1(b)에 나타내었다. 그림 1에서 볼 수 있듯이 면도날의 가장자리는 매우 날카로운 모양으로 가공되었으며 내부 미세 구조는 미세한 구형 탄화물이 분산된 마르텐사이트 매트릭스입니다.
(a) 블레이드 섹션
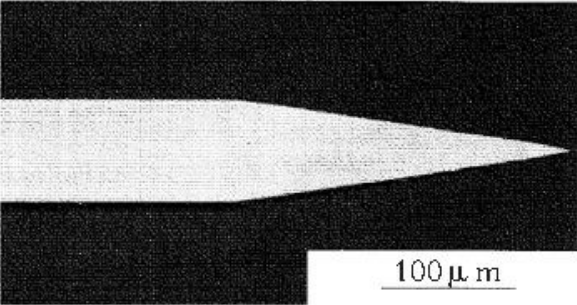


(b) 미세구조
두 가지 질문: 블레이드가 너무 얇으면서도 왜 그렇게 단단한가요? 칼날을 먼저 갈거나 열처리를 합니까? 두 번째 질문은 위의 토론에서 답변되었습니다.
두께스테인레스 스틸 스트립면도기에 사용되는 것은 1mm에 불과합니다. 먼저 프레스로 칼날 모양으로 절단합니다. 이때 칼날은 종이처럼 부드러워진다. 그런 다음 열처리, 극저온 처리, 템퍼링, 연마, 품질 테스트, 세척 및 최종 코팅, 강도 테스트, 방청 처리, 포장 등을 수행합니다.
면도날강은 면도날의 날카로움과 내구성에 해로운 영향을 미치는 불순물 원소를 극히 낮은 수준으로 제어하는 것이 매우 중요합니다. 면도날 강철의 다양한 요구 특성을 종합적으로 일치시키는 것이 매우 중요하므로 면도날 강철의 제조 공정에서는 탄소, 크롬과 같은 주요 원소를 엄격하게 제어해야 할 뿐만 아니라 불순물 원소도 엄격하게 제어해야 합니다. .
실제로 블레이드 생산 과정에는 엄격한 검사 절차가 있으며 각 링크에는 해당 검사 표준이 있습니다. 특히 블레이드의 날카로움 테스트가 가장 직관적이고 설득력이 있다.
또한 열처리 링크에서는 유명한 스위스 아미 나이프(Swiss Army Knife), 즈윌링 키친 나이프(Zwilling Kitchen Knife), 질레트의 면도날 등이 소비자에게 직관적인 내구성을 느끼게 하며 이들 제품은 모두 극저온 처리됐다.
모든 사람은 자신만의 표준과 요구 사항을 가지고 있습니다. 고품질을 사용할지 여부강철 또는 일반 강철, 퇴출 기준이 엄격하든 그렇지 않든 단기적으로는 볼 수 없으며 장기적으로는 소비자가 발로 투표하게 될 것입니다.